第一部分 流延概述
一、流延定義
由于原材料性能和產品的不同用途,薄膜生產的加工方法不同。薄膜加工方法可分為流延法、吹脹法及壓延等其它方法,當然壓延一般適用于片材的生產。其中,擠出流延是薄膜生產的主要方式,所占比例較大,據業內不完全統計,擠出流延法生產的薄膜占總量的 35 % 以上。
擠出流延法是樹脂經過擠出機加熱和剪切,塑化和熔融,這些熔融的熔體均勻地流經模頭,然后在主冷輥上驟冷,并冷卻成膜,經測厚儀測量,進行厚薄測厚控制,切除邊緣較厚地方,并收卷而生產的一種無拉伸、非定向的平擠薄膜。
二、流延薄膜的應用
流延薄膜由于優良的厚薄平整度、優秀的透明度和光澤度、良好的機械性能,以及優秀的熱封性能,廣泛地應用在不同領域中,同時,隨著市場需求的不斷增加以及流延裝備廠家的技術不斷成熟和創新,流延膜的應用越來越廣
下面對國內流延薄膜的現狀進行闡述說明。
第二部分 流延聚丙烯(CPP)薄膜
一、聚丙烯 CPP 薄膜簡介
早期的聚丙烯(CPP)薄膜以吹膜為主,我國在上世紀八十年末開始引進 CPP 流延裝備后,經過近 30 年的積累,已經有了長足的發展,后來隨著流延工藝技術的成熟,慢慢地流延聚丙烯(CPP)薄膜占絕大多數PP薄膜的生產,現在吹膜PP已不多見。與其它國家相比,我國 CPP 薄膜不管在生產工藝及其生產設備上均已達到了國際先進水平,產品生產上出現了廣東銘豐、汕頭江虹、浙江遠大等國內知名企業
二、CPP 薄膜
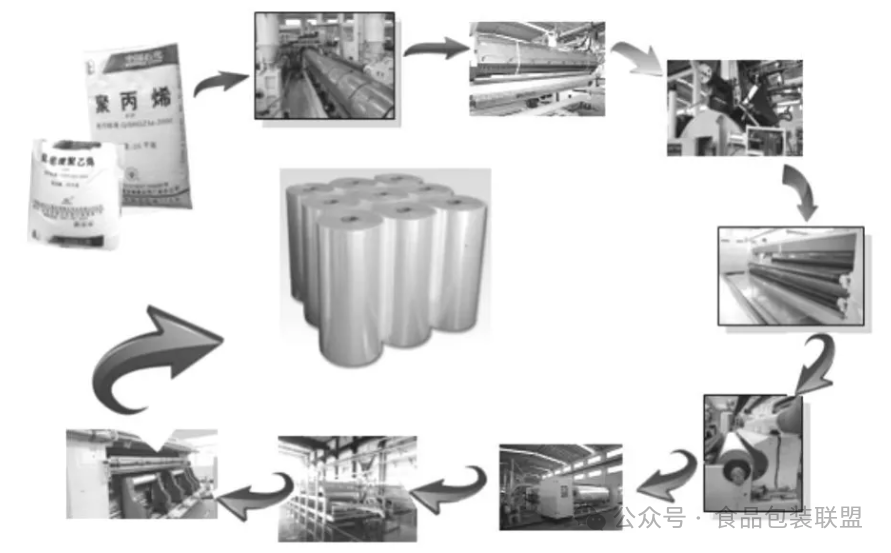
與其它流延一樣,CPP 薄膜的生產工藝過程是這樣的:PP 樹脂經過擠出機熔融塑化和過濾,這些熔融塑化后的 PP 樹脂經模頭流延到經過霧化的冷卻輥上,迅速冷卻成薄膜。經過厚度測量、牽引、電暈處理、展平后,切去邊緣較厚的邊料,再次展開并收卷為 CPP 薄膜卷。薄膜經過 24 小時的時效處理后,在分切成所需的規格,最后進行包裝。
三、CPP 薄膜的分類及生產
CPP 薄膜不但具有透明性好、光澤度高、挺度好、熱封性能優、阻濕和耐熱的特點,而且具有厚薄好、平整度高、產量高的特點,經過表面處理后,可以經復合和簡單的印刷,然后制袋并最終用于各種各樣的包裝。
CPP 薄膜種類繁多,目前最常見有以下幾種:
1、復合型 CCP 薄膜:是 CPP 薄膜中最為常見的一種,主要用于復合用,對于爽滑、熱封和電暈有一定要求,一般三層結構:COPP/HOPP/HOPP 或 COPP。其中熱封性由 COPP 層決定,中間一般為支撐層,另一邊為處理層,如果用于自動包裝機,則摩擦系數不需太低,如果用于手動包裝,則摩擦系數要求 0.2 以下。
2、金屬型 MCP 薄膜;金屬型 MCP 薄膜對厚度要求較高,由于薄膜表面需對蒸鍍金屬(如鋁)具有極強的附著強度,蒸鍍后仍能保持較好的尺寸穩定性和剛性,所以一般要求用專用的鍍鋁材料,而且原料的挺性要高。金屬型的結構亦為共聚PP/均聚PP/共聚PP。
3、蒸煮型 RCP 薄膜;經常用于蒸煮食品的包裝,可分為高溫蒸煮級和一般蒸煮級兩種。高溫蒸煮級CPP薄膜,主要用于與其它薄膜復合后制成各種各樣包裝袋,能耐 120 ℃ 以上蒸煮殺菌;而一般 CPP 蒸煮薄膜,只能在 120 ℃ 以下煮沸殺菌。蒸煮級 CPP 薄膜通常與 PET、NY、鋁箔等進行復合。由于要求較好的機械性能和耐寒性,所以采用以下的配方進行生產:COPP/COPP/COPP。
4、紙巾包裝膜;是近兩年開發出來的品種,用于如餐巾紙、面巾紙、衛生紙等,隨著人們生活水平的不斷提高,近兩年的用量,出現爆發性增長。一般要求雙面具有熱封性,而且雙面爽滑,抗靜電性能良好等。

5、充氣包裝膜;用于運輸的物品保護,如酒類運輸,以及要求保質期較長的包裝等。充氣包裝膜要求薄膜的熱封性能良好以及具有較好的機械延展性能和抗沖擊性能,所以對熱封層的要求極高,一般需要在熱封層加彈性體。結構為共聚 PP + 彈性體/均聚 PP/均聚 PP。
當然隨著市場的需求和國內技術的不斷發展,CPP 薄膜產品的品類越來越多。
四、CPP 流延膜生產工藝的要點
CPP 流延機主要由:擠出與模頭部分、冷卻成型部分、測厚部分、電暈部分和收卷部分組成。
1、擠出部分,擠出部分由擠出機、過濾網和模頭組成,其中 CPP 原料的塑化效果由擠出機決定的,如果塑化不好,容易引起晶點和薄面的外觀質量問題。因此,擠出機的螺桿形狀與擠出機的溫度設定非常重要,如果溫度太高,可能造成原料分解,發生黃變,嚴重會造成碳化等,影響了薄膜的性能。如果溫度太低,則會造成 PP 塑化不充分,厚薄波動大等,通常加工溫度在 230 ℃ 左右。模頭也是 CPP 薄膜生產的重要組成部分,它對薄膜各層的分配、厚薄的穩定性和薄膜的光澤度有直接的影響,模頭設計應使各層物料沿整個機唇寬度均勻地流出,機頭內部流道內要求無滯留死角,并且使 CPP 樹脂模腔內有均勻的溫度,因此,在設計時需考慮包括物料流變行為在內的多方面因素,此外,模頭的表面加工精度對 CPP 薄的外觀性能也有直接的影響。現模頭主要是國內浙江精誠、和美國的 Cloeren 公司和 EDI 公司等。
2、成型部分,成型部分包括主冷卻輥、真空箱、氣刀和清潔輥。這部分是薄膜成型的最關鍵部分,熔體的冷卻主要是靠主冷輥進行冷卻,主冷卻輥的溫度、位置影響了 CPP 薄膜的結晶程度,從而影響了薄膜的外觀性能和機械性能。如主冷輥溫度越高,結晶度越高,薄膜的挺度越高,相應地薄膜透明度越差。相反地,主冷輥溫度越低,結晶度越低,薄膜透明度越好,薄膜越柔軟,因此生產 CPP 薄膜時主冷輥溫度的控制應適宜,太高,薄膜的透明度越差,太低,則輥面易形成冷凝水。一般的主冷輥溫度在 18-30 ℃。真空箱則是形成的負壓,使熔體能均勻吸附在主冷輥上,真空的負壓必須大小適當,如果負壓太低,熔體不能很好地吸附在主冷輥的表面上,會造成冷卻不均,影響了薄膜的外觀和性能。風刀的作用是使薄膜與冷卻輥表面緊密接觸,使薄膜均勻冷卻,從而保持高速生產。風刀的調節必須適當,風量過大或角度不當都可能使膜的厚度不穩定或不貼輥,造成折皺或出現花紋影響外觀質量。

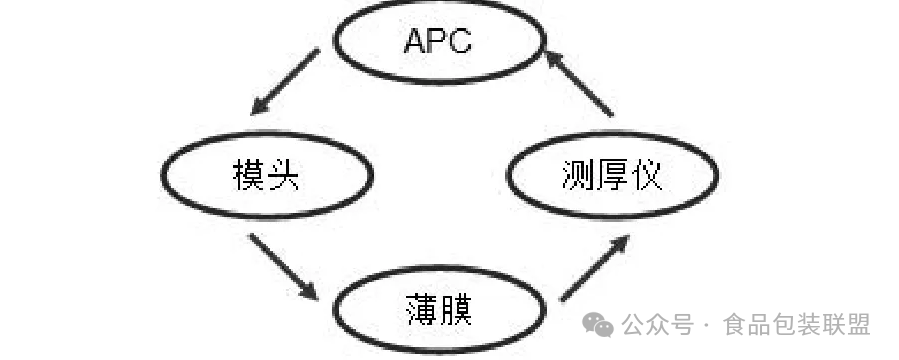
3、測厚部分,測厚部分主要由測厚儀來完成。測厚儀:用于測量在線薄膜的厚度,有手動測厚儀和自動測厚儀兩種。自動測厚儀能根據薄膜的厚薄情況,自動反饋到 APC 控制系統,同時通過 APC 控制系統,控制差動推拉螺桿,起到控制模頭間隙的作用,從而達到控制厚薄的作用。流延機比較早期一般用放射性測厚儀,如 γ、β 射線較多,隨著技術的發展,現比較多的用 X 射線和紅外線,現較多采用斯肯德X射線測厚儀和 NDC 測厚儀。
4、電暈處理部分,電暈處理:由于 PP 高聚物不含極性基團,化學性質較為穩定,與其它親水性基團結合困難,一般在投入使用前需預先進行表面處理,以適應工藝要求。用于流延薄膜表面處理主要是電暈處理法。這種方法效率高,特別適用于生產流延 CPP 薄膜,它的原理利用高頻率高電壓在被處理的 CPP 薄膜表面電暈放電(高頻交流電壓高達 5000 - 15000 V/m2),從而使薄膜表面產生游離基反應,產生極性基團(如羥基(-OH)、羧基(-COOH)、羰基(>C=O))從而使浸潤張力等方面發生變化,而且也使CPP薄膜表面變粗糙,增加其對極性溶劑的潤濕性。有利于下工序的繼續加工,如蒸鍍、印刷或復合。
5、收卷部分,由于流延 CPP 薄膜比較柔軟,收卷時必須根據膜的厚度、生產速度等因素調整好壓力和張力。如果張力太大,可能使薄膜受到拉伸變形,造成薄膜變形、發粘等,如果太松,則會造成薄膜膜卷跑偏。現廣東仕誠塑料機械有限公司采用間隙式收卷和摩擦式收卷,對不同產品,選擇不同的控制方式,從而達到收卷平整,松緊適宜的效果。
五、我國 CPP 薄膜現狀
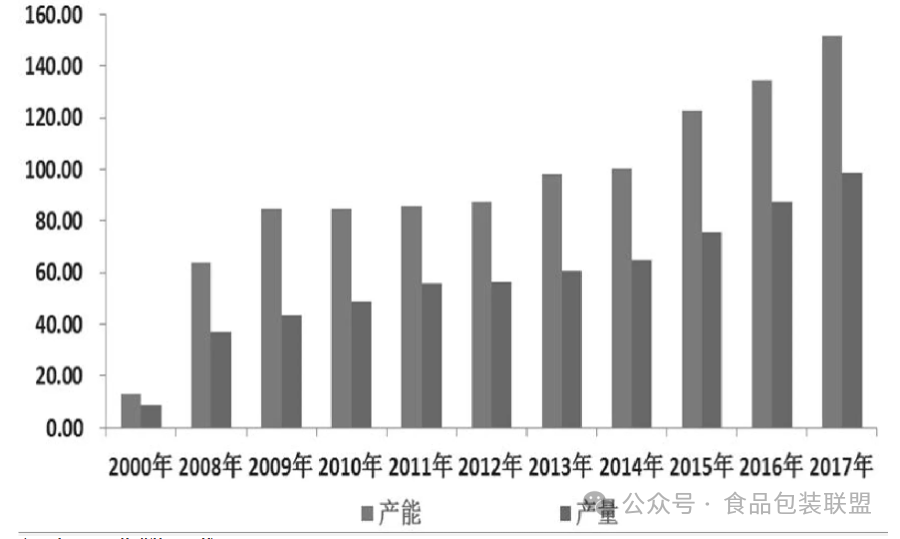
我國 CPP 薄膜經過多年的長足發展,不但技術上有新的突破,而且在產能上,傲視全球,據國內著名的相關網站的官方數據:截止 2017 年底,國內 CPP 生產線在 310 - 330 條左右,全國產能達到 151.87 萬噸,創歷史新高,而且保持迅猛增長的態勢,以下從相關網站中獲取的中國 CPP 薄膜各年產能產量增長柱形圖可以看到:
六、我國 CPP 薄膜裝備現狀
我國經歷了從 80 年代中期開始引進國外窄幅單層流延膜生產裝備,那時寬度大多在只有 1.5 m 以內,設備比較簡單。
進入 90 年代后,我國從德國、日本、意大利、奧地利等主要的工業國家引進了多層共擠流延膜生產線,如德國 Reifenhauser、W&H、美國的 Battenfeld、David standar.SML 公司、日本三菱重工公司、意大利 Colines 等,流延薄膜踏入了發展的初中級階段。
那時,由于設備昂貴,只有少數實力較強的國營單位,如佛塑、南京鐘達等,壟斷性較強,同時也為后來國產流延裝備的發展打下了良好的基礎。
近幾年來,隨著我國的流延膜裝備企業的不斷發展,國產流延膜設備的各項技術指標均基本達到甚至超過國際先進水平。出現了廣東仕誠塑料機械有限公司、汕頭新中陽、金明塑機、南通三信等國內流延裝備廠家。
部分設備甚至引領了未來發流延的發展潮流,未來,國產流延 CPP 薄膜設備正向以下幾個方面發展:
●寬幅化,隨著降低人力成本和節能以及滿足后續加工的需要,CPP 薄膜設備的寬幅化趨勢十分明顯。由于國內鍍鋁機也從原來寬度 1350 mm 為主流,后來的 1650 mm 發展到 2500 mm,到現在最寬已達 3500 mm,隨著對流延機的配套寬度也要求越來越寬,隨著國內流延技術的提高,現流延 CPP 薄膜裝備的寬度最高已達 7000 mm。
●高速化,隨著流延的技術進步,國內土地成本及人工的不斷上漲,為了不增加土地等資源的配置,增產提速是一個不錯的選項,現廣東仕誠的流延裝備速度已達到 300 m/min。
●節能化,采用節能技術,特別是變頻技術的使用,通過優化設計,大大減少了生產的能耗,有些控制得比較好的企業,每噸流延 CPP 薄膜的用電量只是 400 度左右。
●自動化,自動 APC 控制及遠程技術控制的應用,國內流延機已經能實現設備的遠程控制,生產初步智能化。
●個性化,隨著國內流延薄膜競爭的越來越激烈,差異化成企業的重要選項,流延裝備制造廠家將越來越多按客戶的要求,量身定做,滿足了客戶的要求。
第三部分 流延 CPE
一、流延 CPE 薄膜
聚乙烯(PE)是樹脂中分子結構最簡單的一種,五大通用塑料之一,是通用合成樹脂中產量最大的品種,約占世界塑料產量的四分之一。相對于流延 CPP 薄膜,CPE 有優異的抗穿刺性、抗撕裂性、抗環境應力開裂性、抗低溫沖擊性。所以 CPE 流延薄膜廣泛用途于工業、食品、醫療、日化、電子及特殊功能,特別是較多用于包裝上。
通常有以下五種:
1、一般 PE 復合包裝,流延 CPE 和 BOPP、BOPA 等復合,用于糖果、餅干、茶葉包裝、大米包裝等。
2、醫藥包裝,析出物少,防污染熱封性好。
3、紙巾包裝,較多用于小包紙巾、濕紙巾等。要求雙面爽滑及良好的抗靜電性能,有優良的落鏢沖擊強度。
4、油包裝專用復合熱封層,用于粽油、花生油、火鍋底料、調味油包等。要求對熱封強度高、耐油類浸潤。
5、真空水煮包裝袋,用于 100 ℃ 水煮殺菌,蔬菜、腌制、味醬、鹵制品包裝。
6、低溫冷凍包裝,包裝耐 -18 ℃ 冷凍真空、薄膜耐穿刺、柔、韌性好,如海鮮、水餃等。
7、立式液體復合包裝,CPE 和 BOPP、BOPA 等復合,用于洗滌劑、油類、飲料等包裝,要求 CPE 熱封性能優良的同時也有一定的挺性。

二、國內流延 CPE 的生產發展
由于 PE 的流動性較差,特別是很多用于吹膜的 LLDPE,大多數MI 只有 1-3,流動性很差,大多數PE薄膜的生產都是用吹膜生產的,極少數用生產的流延 CPE 薄膜,寬度不超過 2.5 米,而且生產的流延 CPE 薄膜,大多數以成本較高的 LDPE 為主。
近幾年,隨著我國流延技術的提高,創新研發的不斷投入,現在我國內已有生產4米的流延 CPE 薄膜生產線,而國外同行大多在 2.8 米以內,國外企業在流延 CPE 裝備和生產方面已經被國內企業遠遠甩在后面。
通過對擠出螺桿的專門設計,流道的改進設備技術的提高,可以使用吹膜原材料,在原料成本不變的情況下,生產的流延 CPE 薄膜平整度好、熱封性能佳、透明度好以及產量高,能耗少,特別適合無溶劑復合。
CPE 薄膜一般使用的配方為 LLDPE 與 LDPE 混合,并根據要求選擇 8 C、6 C。
由于 CPE 薄膜的優良性能,近兩年得到迅猛發展,很多吹膜國內外廠家都在積極洽談引進事宜,大有取代吹膜之勢。
鑒于 CPE 薄膜的美好發展前景,國內鎮海石化與 Exxon Mobil 等國內外的的原料供應商正在積極開發適用流延 CPE 薄膜的專用原材料。當然,CPE 薄膜也有其極限性,那就是投資高,產品規格受限制等。
第四部分 總結
近幾年,我國流延 CPP 薄膜、CPE 薄膜的技術和制造上得到迅猛發展,市場需求保持1 0 ~ 20 % 的快速增長,國內市場容量驚人,而且伴隨著國產流延設備的不斷成熟,進入流延薄膜生產的門檻也越來越低,市場競爭也日趨激烈。
開發差異化、專用化流延產品成為很多流延企業在競爭中制勝的法寶,如 MOPP 等,在原來的流延基礎上,增加縱向拉伸,改善了流延薄膜的性能,而且,可以達到了減少產品厚度的目的。
另外,流延薄膜也被應用在新能源、汽車、鋰電池等。作為綠色能源的鋰電池,因其卓越的性能近兩年來得到了迅猛的發展,被廣泛應用于各個領域,如手機、筆記本電腦、汽車、小型攝像機、軍事用途。特別是近兩年鋰電池新能源車市場蓬勃發展,電動化勢不可擋。
據業內專家統計,新能源汽車規模已超萬億,未來 5 年復合增速達到 35 %。而鋰電池中隔膜是鋰電池的重要組成部分,鋰電池隔膜的性能決定了電池的界面結構、內阻等,直接影響電池的容量、循環以及安全性能等特性,性能優異的隔膜對提高電池的綜合性能,具有重要的作用。而鋰電池隔膜的干法生產正是用流延法生產的。
除此之外,鋰電池的包裝鋁塑膜,由于其重量輕、安全性能好,也被廣泛應用。而鋁塑膜中的流延 CPP 起到至關重要的作用。這些新產品,隨著以國產流延設備的成熟,將得到很好的發展。
轉自——食品包裝聯盟公眾號
我司供應 CPE/BOPE 薄膜用——超透超低霧度防粘連劑 SILTON JC 硅酸鋁鹽系列
依據廣告法,可能是目前最好的選擇
技術咨詢:張凱,13825504923
出貨事宜:程明,13825501180