一、 導(dǎo)語
但凡從事過雙向拉伸薄膜生產(chǎn)的人,可能都遇到過這樣的問題,就是薄膜在寬度方向上出現(xiàn)持續(xù)偏高或偏低的點,業(yè)內(nèi)稱之為死點,如圖 1。
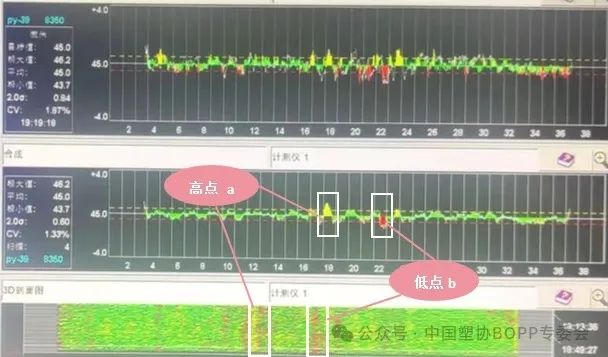
圖 1
如果這樣的死點偏差值超過一定范圍,對薄膜平整度的影響非常大,導(dǎo)致后期加工無法順利進行。一旦出現(xiàn)這樣的死點,往往都不能通過在線調(diào)整來消除,通常要停機處理,有些時候可以通過清潔模口臟物(主要是積炭)、或調(diào)整厚度調(diào)節(jié)螺栓來改善,有的時候則對模頭進行分解,做更徹底的保養(yǎng)清潔,才有可能改善。若是模頭內(nèi)流道受損,則要送出去進行維修。無論采用何種方式,損失都是巨大的,而且越是后者損失就越大。
針對此類問題,筆者設(shè)計了一種薄膜的在線修復(fù)裝置,在不停機的情況下,像圖 1 中這樣的厚度死點,可以進行在線修復(fù),此裝置已經(jīng)獲得國家專利證書。
根據(jù)薄膜拉伸的原理,以上的厚度死點,主要取決于橫向拉伸。對于薄膜厚度高點,可以通過熱風再加熱,使該處的薄膜溫度相對于其他位置更高,在進行橫向拉伸時,就會更易拉伸,從而使該點厚度變薄。對于厚度低點,則通過冷風冷卻的方式,使該點的溫度降低,相對薄膜的其他位置,會更加難以拉伸,從而使該點厚度變厚,見圖 2 雙向拉伸薄膜生產(chǎn)線厚度修復(fù)裝置照片。
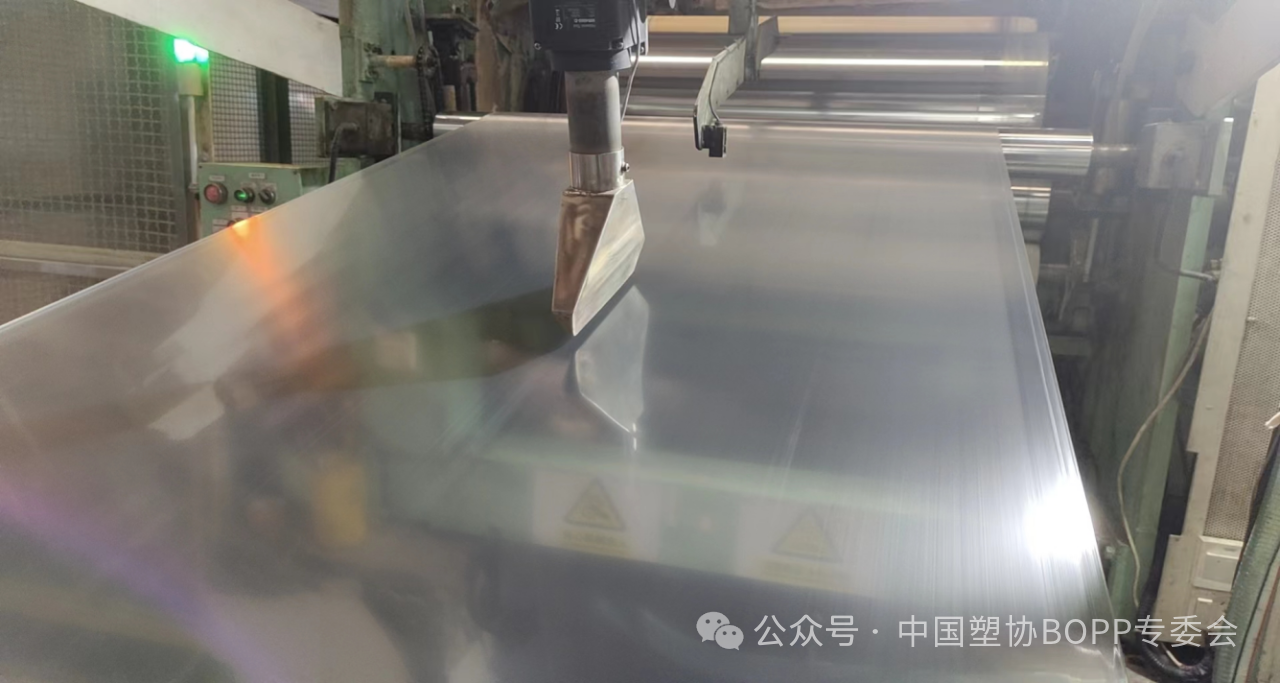
圖 2 雙向拉伸薄膜生產(chǎn)線厚度修復(fù)裝置照片
二、在設(shè)計此修復(fù)裝置時,需要考慮幾個細節(jié):
1、厚度修復(fù)裝置安裝在什么位置。
薄膜寬度方向(橫向)的厚度均勻性,主要取決于橫向拉伸,因此,該裝置應(yīng)安裝在縱向拉伸后與橫向拉伸前這個區(qū)域。
2、用于加熱或冷卻的風嘴出風口要設(shè)計成矩形,出風口不能太寬,否則修復(fù)的位置就難以控制得很精準。
3、矩形開口的風嘴要有足夠長度,以保證作用時間充分,足以能夠?qū)穸热毕輩^(qū)域的薄膜溫度產(chǎn)生較明顯的影響。
4、風嘴能夠上下左右移動,以便能作用到厚度死點上,而且風嘴能夠轉(zhuǎn)動(垂直與水平兩個方向才能轉(zhuǎn)動),以便風嘴能垂直于膜面,并能與膜的前進方向保持一致。
三、此修復(fù)裝置在實際生產(chǎn)中是如何使用的呢?
第一步:首先判斷厚度缺陷的位置。
厚度缺陷的位置是可以通過觀察厚度圖像來確定的。如圖 1,厚度高點 a 的位置大致在模頭調(diào)節(jié)螺栓 B17.8 的地方,厚度低點大致在 B22.2 的地方。
第二步、確定風嘴的位置。
在做這一步之前,先要知道幾個參數(shù):
①、模頭上厚度調(diào)節(jié)螺栓的數(shù)量是多少,中心螺栓是哪一個(三菱重工 8.2 米雙向拉伸線的模頭螺栓的中心螺栓是 B20,從而可知正常情況下,薄膜的中心也就是 B20 螺栓的中心。
②、模頭上厚度調(diào)節(jié)螺栓的每個螺栓的間距是多少(假定是 30mm)
③、流延機出口的膜寬是多少(假定是 1100mm)
④、縱向拉伸出口的膜寬是多少(假定是 1000mm)這樣就可以計算出來,膜經(jīng)過縱向拉伸后寬度大約減少 10%,也就意味著厚度調(diào)節(jié)螺栓間的間距由原來的 30mm 減小到約 27mm。縱向拉伸后的膜上螺栓的間距值(27mm),是確定風嘴作用位置的重要參數(shù)。
以圖 1 中的高點 a 為例,B17.8,與膜的中心 B20 相差 2.2 個螺栓,也就是 2.2x27=59.4mm 的距離。所以,厚度修復(fù)風嘴的位置應(yīng)在膜中心偏 B01 螺栓 59.4mm 的地方,如圖 3 所示。
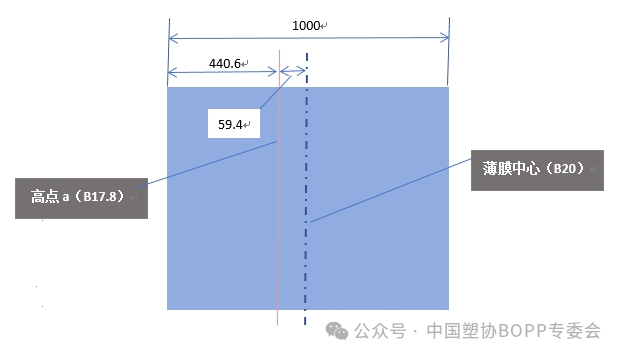
圖 3 厚度缺陷在縱向拉伸出口的薄膜上位置示意圖
膜的中心線是永遠存在的,且通常都與厚度調(diào)節(jié)中心螺栓的中心點是完全重合的。然而,膜上是看不到實際中心線的,所以風嘴的位置要以薄膜邊緣為坐標來確定,而邊緣是以中心線為對稱的,因此可以計算出,B17.8 的位置距最近邊緣的距離為 440.6mm,從 B01 螺栓處邊緣向中心量 440.6mm 的距離,就是薄膜的厚度高點 a 的位置(B17.8),通過橫向移動裝置將風嘴移動到該位置。
第三步、確定修復(fù)的方式是加熱還是冷卻。
根據(jù)前面的厚度修復(fù)理論,高點就采用加熱的方式,低點則應(yīng)采用冷卻的方式,來決定修復(fù)方式,故高點 a 應(yīng)采用加熱的方式。
第四步、調(diào)整風嘴到膜面的高度。
由于風嘴出風口較窄,故離膜面越近,作用的寬度就越窄,否則,越寬。最終的高度取決于厚度缺陷的寬度,若厚度的高點或低點是窄而長,則就要離膜面低一些,風量應(yīng)大一些,否則就離膜面高一些。
從使用的實際情況來看,該裝置的修復(fù)效果是明顯的,在許多情況下,可以對個別存在厚度嚴重較缺陷的點進行修復(fù),不僅從使用前后的厚度圖看到明顯的變化,在分切后的成品上也得到很好的驗證。圖 4、圖 5 分別是采用冷卻和加熱方式修復(fù)前后的厚度對比圖。
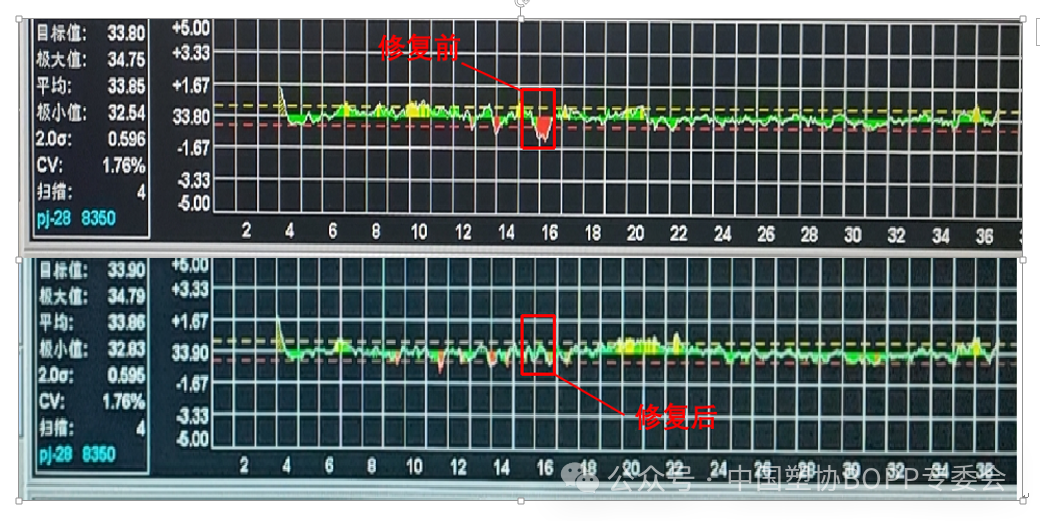
圖 4 冷卻方式修復(fù)前后的厚度對比圖
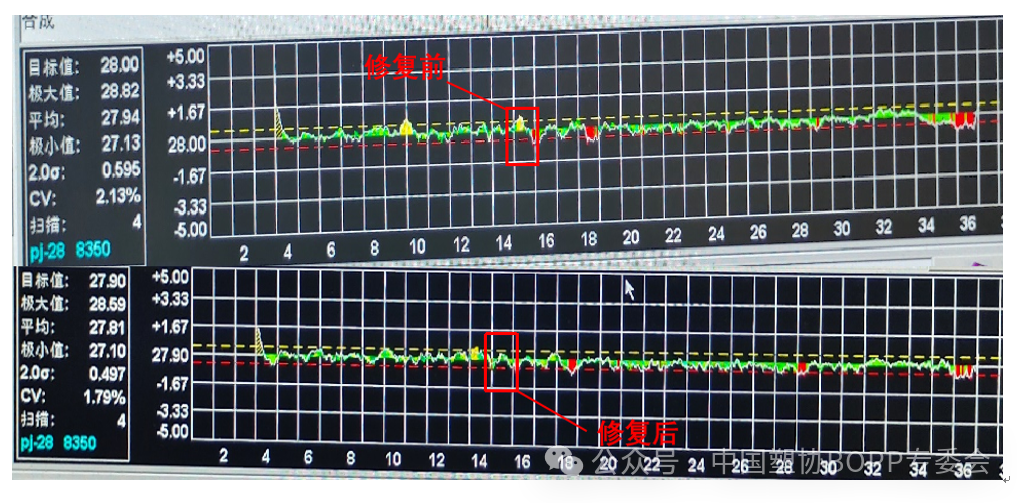
圖 5 加熱方式修復(fù)前后的厚度對比圖
若薄膜同時有多個點存在不同程度的厚度缺陷,也可以采用多點修復(fù),一般情況下,一套修復(fù)裝置上設(shè)計 2-3 個風嘴就夠用了,再多,空間上不好安排。
(江西冠德新材科技股份有限公司生產(chǎn)技術(shù)中心 祁少利 供稿)
轉(zhuǎn)自——中國塑協(xié) BOPP 專委會公眾號
我司供應(yīng) CPE/BOPE 薄膜用——超透超低霧度防粘連劑 SILTON JC 硅酸鋁鹽系列
依據(jù)廣告法,可能是目前最好的選擇
技術(shù)咨詢:張凱,13825504923
出貨事宜:程明,13825501180