雙向拉伸聚丙烯(BOPP)薄膜在國內外都有很快的發展速度,近 50 年一直在現代社會中扮演重要角色。BOPP 薄膜最早是由意大利的蒙特卡蒂公司生產創造,后來經過工藝和生產技術的不斷提升,BOPP 在各行各業中的應用也不斷加強。由于其優異的機械性能、透明性及尺寸穩定性,并且原材料來源廣泛,引起國內外諸多學者和研究機構的關注。雙向拉伸聚丙烯薄膜作為主要的軟包裝材料之一,透明質輕,新型優良,其結晶性由高分子材料的微觀內部結構決定,屬于結晶聚合物。

BOPP 經過雙向拉伸之后,分子鏈按照拉伸的方向發生有序排列,進一步增加材料的結晶度,由于結晶區的增多,薄膜材料呈現出來的拉伸撕裂強度、沖擊強度、彎曲模量等性能增強,本身又具有透明質輕、防潮、價格低廉等優點,因此,廣泛應用于包裝、印刷等行業,被譽為“包裝皇后”。本文在前有專家學者的研究基礎上,詳細綜合近些年雙向拉伸聚丙烯薄膜的研究進展和成果,并展開論述其在煙草包裝行業的具體實際應用,對 BOPP 的進一步發展作出展望。
1、雙向拉伸聚丙烯薄膜的發展歷程聚丙烯樹脂是在 1957 年實現大規模的工業生產,其后,雙向拉伸聚丙烯于 1958 年由意大利著名的 Montecatini 公司創造并生產,BOPP的工業化生產實現于 1962 年,BOPP 薄膜成熟的生產技術在全世界范圍內得到大力推廣和應用。在 1972 年至 1973 年間,我國部分研究院所開始研制 BOPP,后由部分國企引起先進的生產技術,在 1983 年,初步實現雙向拉伸聚丙烯薄膜的工業化生產。當時我國在煙草包裝行業所用的雙向拉伸聚丙烯薄膜大多依賴國外品牌,并且價格較貴,先進技術被壟斷。隨后,我國一些國資企業,比如湛江包裝等企業從國外引進先進的 BOPP 生產技術和生產線,進行 BOPP 包裝薄膜的生產。
在 20 世紀 90 年代中后期,我國三家國資企業在原有普通型 BOPP 包裝煙膜的基礎上,研制開發收縮型包裝煙膜,使煙草包裝的美觀程度得到進一步的提高。但是,國內研制開發的收縮型包裝煙膜與國外先進品牌之間在綜合性能上還是存在較大的差距,當時國際煙草包裝行業中流行的 BOPP 薄膜品牌有 ILENE,ARLENE、ICI 及 BIMO。
20 世紀 90 年代之后,我國的 BOPP 生產能力躍入飛速發展的時期,到2003年,根據英國某公司的調研報告表明,我國在 BOPP 薄膜的世界產能中占 23 %,穩居世界前列。直到 2000 年之后,BOPP 薄膜突出的綜合性能,使其在煙草包裝行業中立于不敗之地。在過去 20 年間,BOPP 薄膜行業由于其具備優異的性能,發展速度遠遠超過玻璃、紙等材質,并且,隨著生產成本的降低以及需求量的增加,在最近 10 年內,一些發展速度較慢的發展中國家也開始投資生產 BOPP 薄膜,發展規模進一步增加。
2、雙向拉伸聚丙烯薄膜的生產狀況
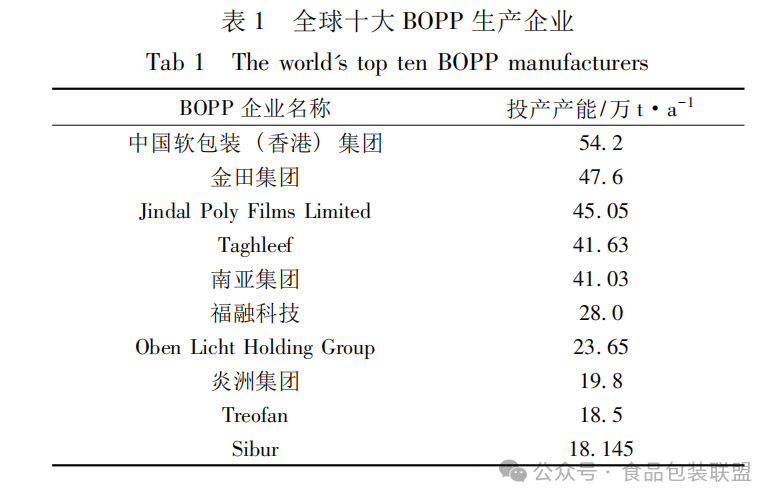
隨著雙向拉伸聚丙烯生產工藝的不斷成熟,目前,大大小小的生產廠家遍及全國各地,據初步統計,截止 2015 年底,我國雙向拉伸聚丙烯薄膜的產能接近 600 萬t/a。全球十大雙向拉伸聚丙烯薄膜企業見表 1 所示。
3、雙向拉伸聚丙烯薄膜的類型及特性與應用
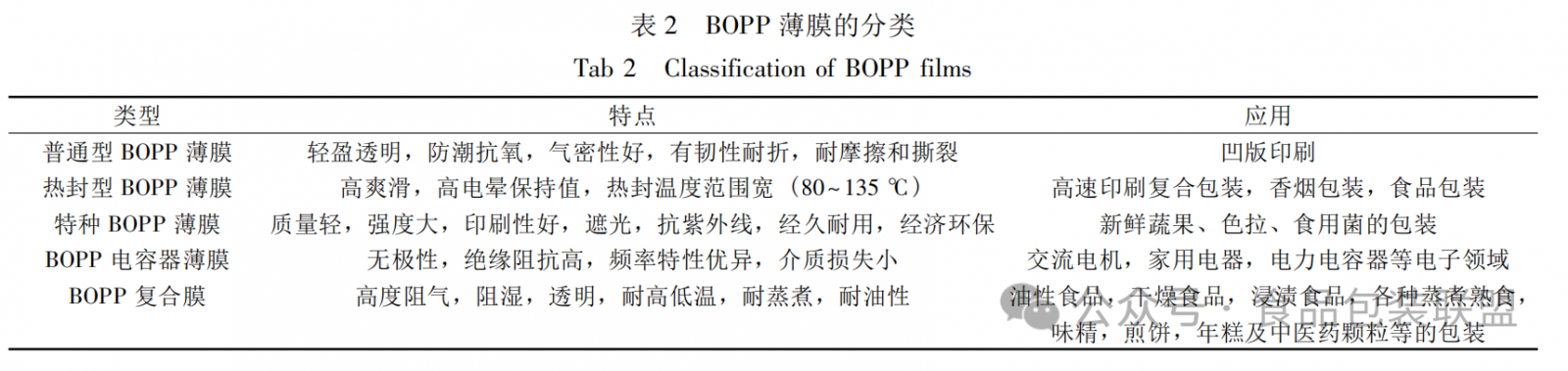
目前,BOPP 在塑料軟包裝材料中屬于性價比較高的一種薄膜,BOPP 薄膜占量很大,由于其具有光學和機械性能方面的高性能特點,因此非常適合于食品的包裝膜及工業膜。近年來,為了提高生產效率,膜厚逐漸變薄,以減輕環境負荷,近年來,機器速度不斷提高,為了滿足這種需求,許多研究人員一直在調查拉伸的 PP 在屈服點的拉伸力和晶體結構的連接,對 BOPP 的表面結構進行了大量的研究。按照 BOPP 薄膜的使用途徑分類,見表 2。
普通型的 BOPP 薄膜分為透光型、消光型與非透明三種,主要用于印刷、復合、包裝及涂布等;熱封型的 BOPP 又分為普通型、普通煙膜、收縮煙膜、珠光膜及熱收縮標簽膜,主要用于香煙包裝、印刷及罐頭包裝等;特種 BOPP 薄膜及 BOPP 電容器薄膜、BOPP 復合膜在日常生活中也能隨處可見,有較為廣泛的應用。在煙草包裝方面,曾經用過很多包裝材料,比如涂布膜、玻璃紙、雙向拉伸聚丙烯薄膜等,由于 BOPP 薄膜獨特的透明性、熱封溫度范圍較寬、阻擋水蒸氣的能力以及良好的尺寸穩定性,因此,可以作為煙草包裝的首選材料。
用于煙草包裝行業的 BOPP 薄膜,根據用途主要分為兩大類,即香煙內包裝和香煙外包裝。對于香煙內包裝,主要分為煙盒卡紙和煙內襯紙,煙內襯紙主要是 BOPP 高光轉移基膜,煙盒卡紙主要是激光全息 BOPP 鐳射基膜和激光全息 BOPP 轉移基膜(高溫型、低溫型)。香煙外包裝(BOPP煙膜)分為寬容型香煙包裝膜和熱收縮型香煙包裝膜,寬容型香煙包裝膜即 BOPP 普通煙膜,分為 22 μm 和 20 μm 普通煙膜,熱收縮型香煙包裝膜分為 BOPP 微收縮煙膜、BOPP 低收縮煙膜和 BOPP 高收縮煙膜。BOPP 高收縮煙膜同時分為防紅抗皺通用型煙膜、高光澤收縮煙膜、防偽印刷煙膜、耐磨花煙膜和無盒皮包裝煙膜。一種多功能 BOPP 香煙包裝膜,層膜結構比較豐富,其上層是一個二元共聚聚丙烯的表面層,中上層和中下層均是聚丙烯抗菌劑層,中間層為均聚聚丙烯增剛劑層,下層是一個二元共聚聚丙烯底面層。還有一種多功能 BOPP 香煙包裝膜的制造方法,這種包裝膜是一種有效的屏障,具有防滑性和相對低的透濕性以及低成本,適用于高速包裝機。

對香煙包裝膜 BOPP 收縮率的變化與溫度和時間的關系進行研究,表明薄膜的熱收縮性與溫度有關,冬季下降率由于溫度低比夏季小。開發了一種新的時間穩定性色母粒,并將其引入香煙包裝膜,顯著降低了母料的熱收縮溫度和對時間的敏感性,從而延緩了香煙包裝膜受時間和夏季高溫的影響。此外,母料不引起力學性能、光澤度、霧度、熱封性能、滑移性能、膜的加工性能的降低。北京燕化用樹脂 F1002 經過氣相聚合制備的 BOPP 薄膜厚度顯著均勻,具有適當的等規度(96.5 — 97.5 %)和全同立構分布特性的專用樹脂賦予 BOPP 薄膜的高剛度,滿足卷煙包裝膜的性能要求。等規聚丙烯熱壓膜進行單軸拉伸和雙向拉伸。用 X 射線極圖技術、雙折射、電子顯微鏡和拉伸試驗機研究了取向行為。從 X 射線的結果證實了三種晶體的取向,即沿拉伸方向的 c 軸、B 軸垂直于膜面。雙向拉伸聚丙烯薄膜的表面電子顯微照片顯示,隨著伸長率的增加,拉伸方向纖維狀結構增加,流動取向發生在擠出口模中,BOPP 薄膜生產通常用衣架型模頭,PP 熔體在口模中成型段的流動近似為狹縫流道中的流動,在靠近流道壁面處熔體流動速度梯度大,特別是模唇處溫度較低,在拉伸力、剪切應力的作用下,高分子鏈沿流動方向伸展取向;熔體擠出時,由于溫度很高,分子運動劇烈,也存在強烈的取向作用。庫利等人從這個基于編織結構取向行為提出了新的變形機制。在這種機制中,晶體的取向被解釋為伴隨著編織結構的旋轉和分裂的現象,這種結構被認為是聚丙烯薄膜的結構元素。
4、雙向拉伸聚丙烯薄膜的工藝流程
4.1 BOPP 薄膜生產方法
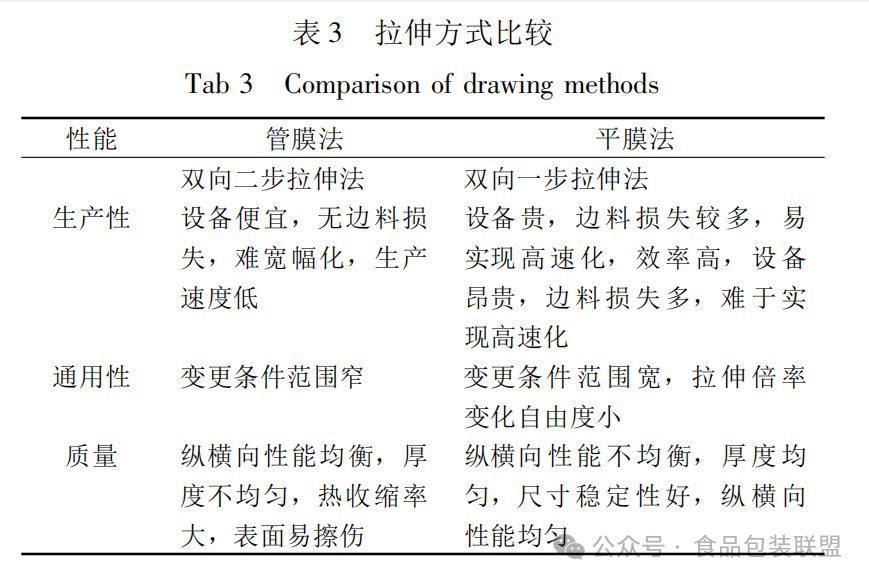
目前,生產企業中對于 BOPP 薄膜的生產方法存在兩種,一種生產方法是管膜法,另一種生產方法是平膜法,對比見表 3 所示。管膜法制備 BOPP 薄膜的優點是投入資產少,占用空間面積小,并且使用設備操作簡便,能夠在較短的時間內獲得收益,但是由于管膜法熱收縮率比較大,單臺機器的產能較低,這些劣勢的存在也導致管膜法在最近幾年沒有得到進一步的發展,只是限于特殊品種 BOPP 薄膜的生產。
平膜法也存在兩種生產方法,一種是雙向一步拉伸方法,一種是雙向兩步拉伸方法。其中,雙向一步拉伸方法由于使用設備操作復雜,并且生產成本較高,雖然采用雙向一步拉伸方法生產的 BOPP 薄膜具備各向同性的特點,但仍然沒有被大多數企業所采用。雙向兩步拉伸方法是現在大部分企業生產 BOPP 薄膜采用的生產方法,雖然此種方法生產的 BOPP 薄膜的縱向性能和橫向性能之間存在差異,但并未影響到產品的質量,而且投資小,產能大,生產速度快,產品質量有保證。
4.2 BOPP 薄膜生產工藝
到目前為止,大部分的 BOPP 制造商選用雙向兩步拉伸的方法進行生產,主要過程是將聚丙烯片材通過縱向與橫向兩次拉伸過程獲得兩次取向。BOPP 薄膜是聚丙烯材料處于高彈態時經過縱向和橫向拉伸,并通過冷加工或熱處理而制造的薄膜材料。具體的工藝流程圖見圖 1 所示。
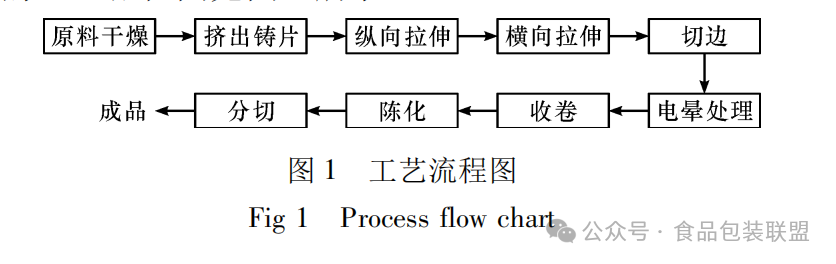
第一步是原料干燥,除去原料中的水分,以防影響聚丙烯薄膜的降解,所以在生產 BOPP 薄膜的時候,一定要進行干燥,保證原料中較低的含水量。
第二步是擠出鑄片,聚丙烯材料是通過擠出機完成擠出過程,然后在激冷輥上完成鑄片過程,聚丙烯膜由于受到快速冷卻降溫導致分子鏈在發生定向排列之前就已經凍結,該步驟主要是為了在聚丙烯拉伸之前保持較低的結晶度,從而使 PP 的韌性得到進一步提高,這樣薄膜在拉伸過程中就不會輕易折斷。
第三步是縱向拉伸和橫向拉伸,具體步驟是先預熱,然后縱向拉伸至定型,再預熱,進一步橫向拉伸,最后再定型。縱向拉伸中拉伸的倍數和工藝溫度取決于薄膜種類和原料本身具有的性能,橫向拉伸中的預熱溫度由單位時間內的具體產量決定,產量較大時,溫度就越高。
第四步是收卷過程,收卷之前要進行電暈處理,也就是通過高頻高壓電使得聚丙烯的表面分子斷裂,并產生自由基,與空氣中的某些物質發生反應,生成極性基團,增大聚丙烯材料的表面張力,然后進行收卷過程,由于母卷中含有一定體積的氣體,所以使得收卷完成的薄膜具備一定的自由收縮,解決了薄膜變形甚至黏結在一起的大問題。
最后,BOPP 薄膜必須經過一段時間的陳化,釋放內應力,然后才能進行分切過程,這樣可以保證薄膜的質量穩定,并且加快薄膜中添加劑的遷移速率,發揮添加劑本身的作用。
5、BOPP 薄膜在煙草包裝行業的市場情況
用于煙草包裝行業的 BOPP 薄膜在 BOPP 薄膜所有的應用領域中份額比較小,但是由于我國整個煙草包裝行業在世界范圍內所占比重較大,因此,煙草包裝薄膜具有很大的發展空間,根據資料估計顯示,我們國家用于煙草包裝的薄膜每年有 9萬t 左右,并且還以較快的增長速度不斷發展。有文獻數據表明,到 2015 年末,我國一共有 85 家生產BOPP薄膜的企業,總產量大約為 515.6 萬t/a。但是為卷煙公司提供 BOPP 煙草包裝薄膜的合格廠家仍然不多,尤其是 1998 年之后,新增加的 BOPP 煙草包裝薄膜生產廠商基本沒有。
6、BOPP 煙草包裝薄膜的發展趨勢
理想的煙草包裝薄膜應具有如下性能:良好的尺寸穩定性及厚度的均勻度、較高的拉伸強度和彈性模量、良好的水蒸氣阻隔性能、突出的抗靜電性能和熱封性能,以及包裝平整度好。但是,卷煙包裝設施的快速發展對煙草包裝的效果和功能提出了更高的要求,因此,BOPP 煙草包裝薄膜還需要在以下方面進行提高和優化:
6.1 提高 BOPP 煙草包裝薄膜的光學性能市場對 BOPP 煙草包裝薄膜的基本要求就是更優異的光學性能,低濁度以及更好的光澤。現在對煙膜霧度的要求指標從 20 世紀 90 年代的2.5 % 降至 1.5 % 及以下,外觀的光澤度至少達到 90 %,可以通過精心選擇原料的類型、品牌,改進薄膜的生產工藝等措施來降低薄膜的霧度,提高光澤度。
6.2 提高 BOPP 煙草包裝薄膜的耐磨性耐磨性也是對煙草包裝薄膜綜合性能的基本要求之一,主要出于兩個方面的考慮,第一是防止產品在包裝過程中與機器產生摩擦導致擦痕的出現,影響外觀效果,第二個方面是減少產品運輸時與運載箱之間產生摩擦,降低煙草外觀的整體形象。煙草包裝的耐磨性可以通過調整產品配方實現。
6.3 加快環保型薄膜的研制與開發我國是世界煙草生產與消費大國,隨著各個國家對環保意識的提高和人們環保觀念的加深,環保型薄膜的研制與開發刻不容緩,既能滿足廣大消費者對于吸煙愛好的個體需求,又能降低對環境的損害程度。可以通過研制開發薄款型 BOPP 薄膜以及減量化,并開發降解型 BOPP 包裝膜來解決環保問題。
6.4 提高煙草包裝薄膜的高度運行性隨著包裝設備運行速度的不斷提高,對煙草包裝薄膜的綜合性能要求也在不斷升級,為了適應包裝設備的高速運行,煙草包裝薄膜的高度運行性也應得到相應的提高。
目前,BOPP 薄膜生產工藝已日趨成熟,BOPP 薄膜市場保持相對穩定,因此,在生產中及時解決問題,努力提高產品檔次、質量,已經成為各 BOPP 薄膜生產廠家共同關心的話題。BOPP 包裝煙膜的廣泛應用得益于其優異的綜合性能,同時促進了我國 BOPP 薄膜的發展,部分大型國有石化企業成功開發出一系列的 BOPP 材料,但是與國外的先進品牌還是存在較大的差距,下游用戶對 BOPP 包裝薄膜的需求仍然不能得到滿足,大多數還是需要進口外國品牌。因此,我國應加大 BOPP 薄膜的研制力度,緊密結合各個企業的生產優勢,綜合先進的生產技術,一起開發滿足國內企業需求的 BOPP。同時,國內的 BOPP 生產企業在改進技術、調整工藝的基礎上,加大生產適合國內實際需求的產品,減少對國外產品的進口依賴。
轉自——食品包裝聯盟公眾號
我司供應 CPE/BOPE 薄膜用——超透超低霧度防粘連劑 SILTON JC 硅酸鋁鹽系列
依據廣告法,可能是目前最好的選擇
技術咨詢:張凱,13825504923
出貨事宜:程明,13825501180